
Introduction
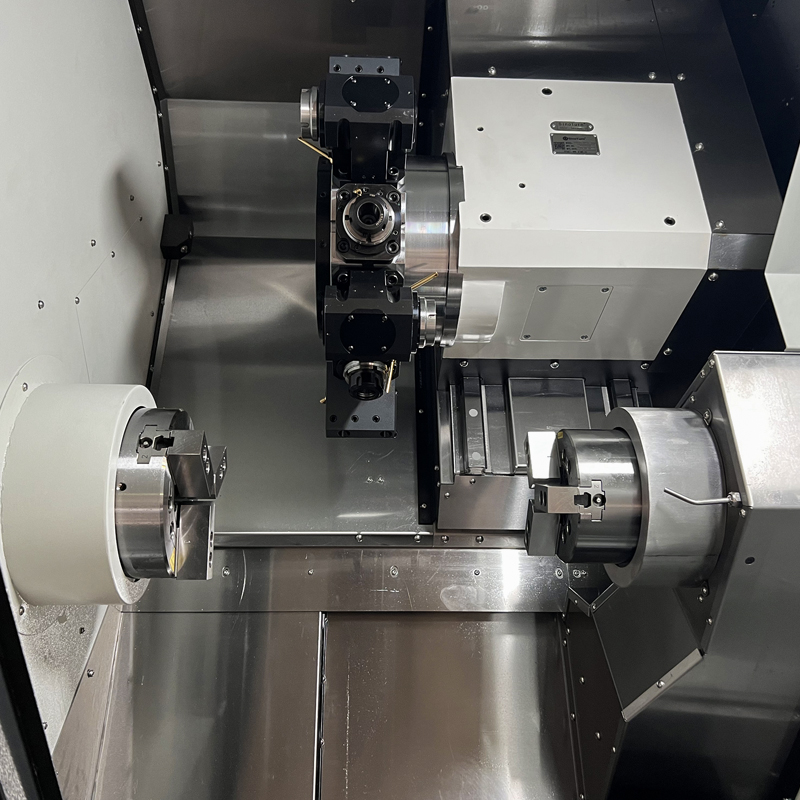
I remember walking into a small shop where a single problem seemed to eat the whole day: parts piling up, operators stressed, and machines idling. That double spindle CNC machine on the floor was capable of twice the throughput, but it wasn’t getting there. Recent shop-floor data shows many job shops run at 60–75% of rated capacity—so why aren’t we hitting full productivity?
In my experience, it’s rarely one thing. It’s a mix of setup habits, tooling choices, and software gaps (and yes—human factors). I’ll share what I’ve seen work, what flops, and the quick checks I run first. Stick with me—there’s a simple checklist ahead that you can start using today.
Where the Usual Fixes Fail: deeper flaws and hidden pain points
cnc turning manufacturer advice often focuses on high-level upgrades—buy a new turret, add a bar feeder, or change the CAM. Those help, sure. But I’ve seen shops spend money and still suffer. Here’s why the “obvious” fixes miss the mark: they ignore workflow, operator training, and small machine-level inefficiencies like tool offset drift or inconsistent spindle speed control.

First, tooling logic is underrated. A fancy insert won’t help if your turret indexing is sloppy. Second, producers underestimate setup variance. One operator’s quick chucking trick saves five minutes; another’s careless touch adds it back—and those minutes stack up. Third, control tuning is rarely rechecked. Y-axis servo settings, backlash compensation, and feed override defaults can quietly sap cycle time.
So what specifically hurts throughput?
Look: parts aren’t produced by spreadsheets. They’re made by machines and people together. Poor fixture design, inconsistent bar feed timing, and messy tool libraries cause micro-stops that extend cycle time. I often say—funny how that works, right?—that the loudest problems are usually the quiet ones. Fix the small stuff first and the big gains follow.
New tech and a look forward: practical principles and choices
Now let’s talk forward. I’m not pushing shiny tech for the sake of it. Instead, I want to explain principles that matter: tighter process control, smarter toolpaths, and better human-machine handoff. Modern control features—like adaptive feed limits and integrated diagnostics—can reduce trial-and-error. For twin spindle setups, synchronized cycle planning means fewer handovers and less idle time. If you’re considering a twin spindle lathe, evaluate not just raw specs but how the controls coordinate both spindles during multi-op sequences.
Case studies matter. I worked with a shop that trimmed 18% off cycle time by standardizing tool offsets and using a single verified program across shifts. Another plant cut changeover by 40% after simplifying fixture clamping and training all operators on one best-practice routine. These changes were not glamorous, but they were measurable—and fast. We tracked spindle speed consistency, tool life, and mean time between adjustments. Results showed that small, repeatable habits beat ad hoc upgrades.
What to try next?
Start with a small experiment: tighten tool offset checks, enforce one program version, and measure cycle time for a week. Compare. If you want a more structured approach, focus on these three evaluation metrics when choosing a solution:
1) Real cycle-time reduction potential (not theoretical). Measure before and after. 2) Ease of repeatability—can any operator reproduce the setup? 3) Diagnostic visibility—does the system show spindle, servo, and tool-data clearly?
Weigh those, and you’ll see where spending actually helps. I’ll say it plainly: new controls are great, but if your basics are shaky, you’ll waste money. — funny how that works, right?
Closing thoughts
I’ve walked through common breakdowns, practical fixes, and forward-looking ideas. My main takeaway: prioritize repeatable small wins over one-off upgrades. Measure tooling and cycle time. Train for consistency. Invest in controls that give diagnostics and synchronization across spindles. When I recommend equipment or process changes, I look for measurable improvements that an operator can repeat shift after shift.
If you’re choosing between options, use the three metrics above. They’ll cut through marketing claims and help you pick solutions that actually raise output. And when you’re ready to talk machines, parts, and real-world tradeoffs—check out Leichman for practical twin-spindle and turning solutions that match these priorities: Leichman.